अपनी 3D प्रिंटर सेटिंग में समस्या आ रही है? टिप्स और ट्रिक्स के लिए इस चरण-दर-चरण मार्गदर्शिका का पालन करें।
3D प्रिंटर सेटिंग समायोजित करना:थोड़ी गर्मी और गति परिवर्तन
सहायक संकेत :एक आसान धोखा यदि आप चीजों को हाथ से आज़माना और संशोधित नहीं करना चाहते हैं, तो मॉडल के लिए एक एक्सट्रूडर का उपयोग करके और एक बेड़ा के लिए दोहरे प्रिंट हेड का उपयोग करना है, जिससे दीवारों को शुद्ध करना सुनिश्चित हो सके। यह प्रिंट हेड को मॉडल से दूर ले जाने का कारण बनता है, इस प्रकार मॉडल परत को ठंडा होने देता है, फिलामेंट को पीछे हटाता है, इसे शुद्ध दीवार पर पोंछता है, दूसरे एक्सट्रूडर के लिए दोहराता है, इस प्रकार स्वचालित रूप से मॉडल परतों की शीतलन और मॉडल पर गति में कमी का निर्माण करता है प्रिंट क्षेत्र।
2 अलग FFF सेटिंग्स का उपयोग करना

एक उदाहरण के रूप में, पुलिस कॉल बॉक्स को 90% infill और 4 परिधि रूपरेखा के साथ कॉन्फ़िगर किया जा रहा है जबकि शीर्ष (शिखर सहित) अनुभाग में 2 गोले के साथ 10% infill होगा। यह एक भारी आधार बनाएगा और इसे आसानी से पलटने से बचाएगा। Simpleify3D में दो (2) अलग-अलग FFF सेटिंग्स बनाई जाएंगी, प्रत्येक क्षेत्र के लिए एक।
सबसे पहले, यह निर्धारित करें कि 90% से 10% तक का संक्रमण कहाँ होना चाहिए; खिड़कियों के शीर्ष स्तर के ठीक नीचे। पहले बताई गई पूर्वावलोकन विधि का उपयोग किया जा सकता है या Simplify3D में मॉडल को क्रॉस सेक्शन टूल का उपयोग करके स्लाइस किया जा सकता है जिससे उपयोगकर्ता मॉडल के अंदर देख सकता है। [देखें> क्रॉस सेक्शन] स्लाइडर को Z-प्लेन अक्ष के ऊपर और नीचे तब तक ले जाएं जब तक कि मॉडल शीर्ष विंडो के ठीक नीचे स्लाइस न हो जाए, इसलिए 18 मिमी। इस नंबर को लिख लें।
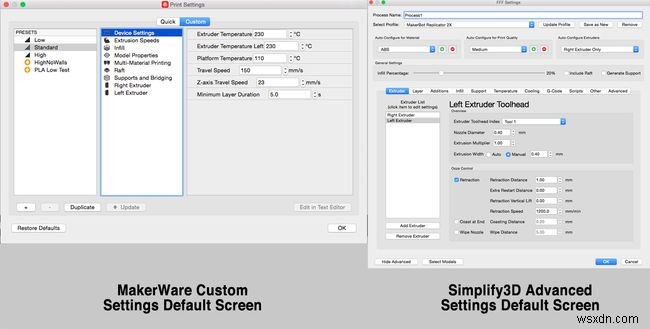
विभिन्न क्षेत्रों के लिए सरलीकृत3D सेटिंग्स
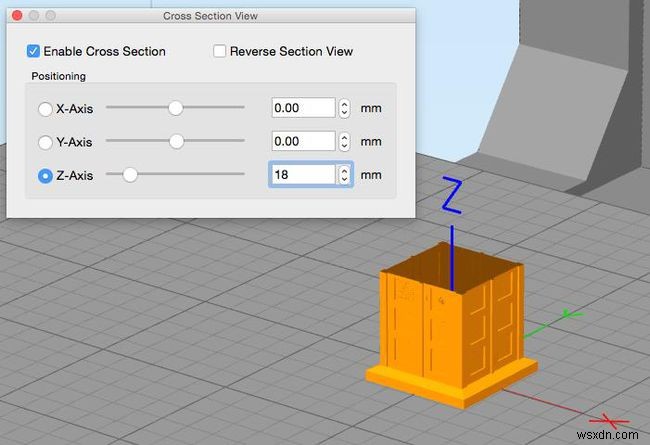
सबसे पहले, यह निर्धारित करें कि 90% से 10% तक का संक्रमण कहाँ होना चाहिए; खिड़कियों के शीर्ष स्तर के ठीक नीचे। पहले बताई गई पूर्वावलोकन विधि का उपयोग किया जा सकता है या Simplify3D में मॉडल को क्रॉस सेक्शन टूल का उपयोग करके स्लाइस किया जा सकता है जिससे उपयोगकर्ता मॉडल के अंदर देख सकता है। [देखें> क्रॉस सेक्शन] स्लाइडर को Z-प्लेन अक्ष के ऊपर और नीचे तब तक ले जाएं जब तक कि मॉडल शीर्ष विंडो के ठीक नीचे स्लाइस न हो जाए, इसलिए 18 मिमी। इस नंबर को लिख लें।
अलग एक्सट्रूज़न सेटिंग की अनुमति देने के लिए एक नया क्षेत्र जोड़ना
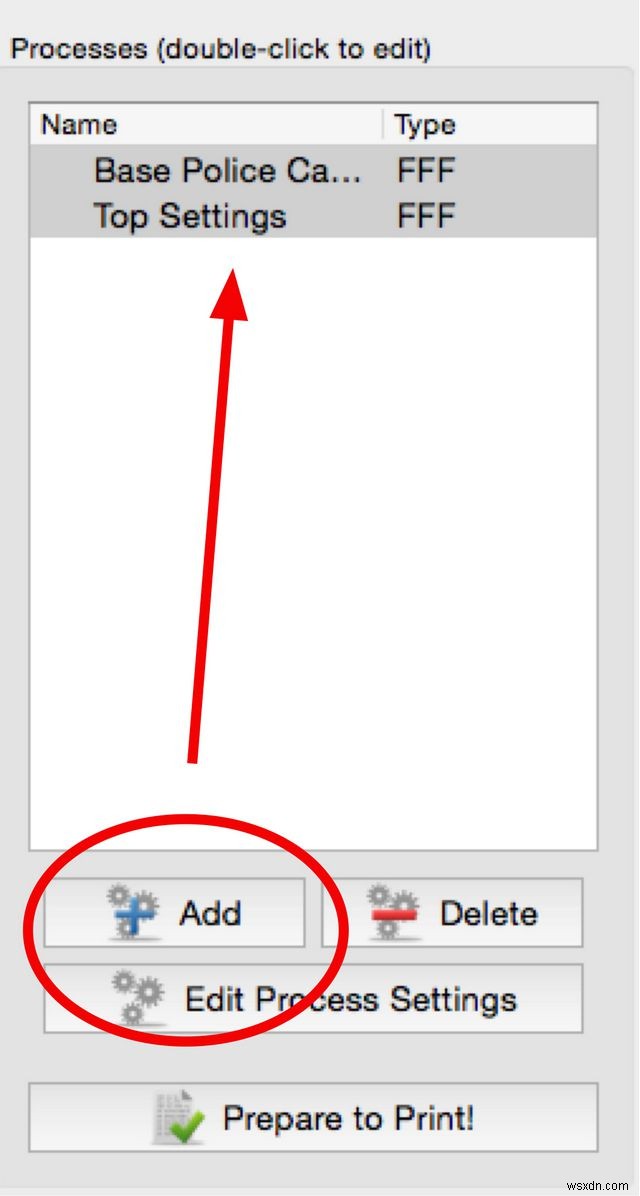
फिर पहले क्षेत्र, आधार, सेटिंग्स के लिए एक नई FFF प्रक्रिया जोड़ें; एक बार जब वे कॉन्फ़िगर हो जाते हैं तो दूसरे क्षेत्र, शीर्ष, सेटिंग्स की दूसरी प्रक्रिया बनाई जाएगी।
आपके 3D मॉडल के लिए परिमाप सेटिंग बदलना
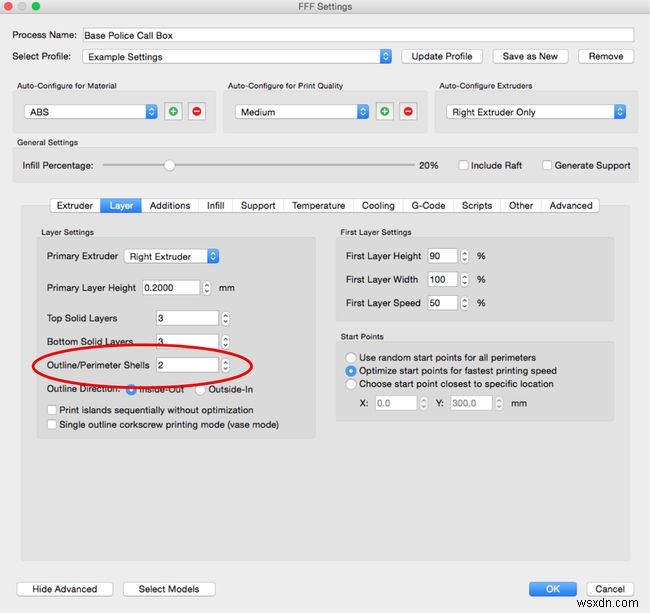
आधार के लिए पहली प्रक्रिया बन जाने के बाद, परत . पर नेविगेट करें टैब और बदलें बाहरी परिधि शैल 2 से 4 तक।
इन्फिल सेटिंग्स परिधि सेटिंग्स से भिन्न हो सकती हैं
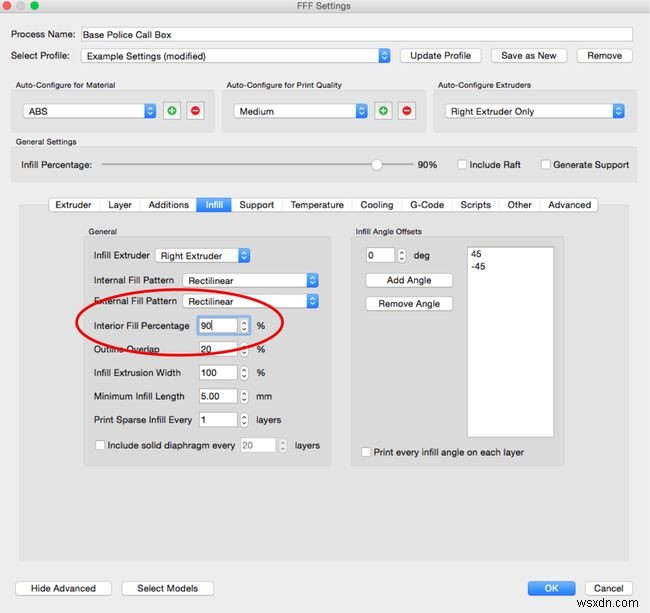
इसके बाद इन्फिल . पर इनफिल को 90% में बदलना है टैब।
प्रिंट कार्य के विभिन्न क्षेत्रों के लिए सेटिंग बदलना
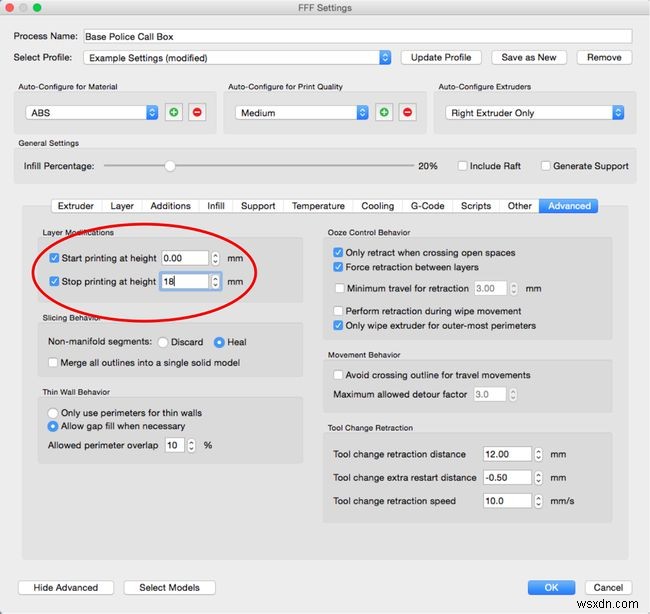
अगला निर्दिष्ट करें कि उन्नत . में इस प्रक्रिया को लागू करने के लिए कौन सी परतें हैं टैब। आधार के लिए, यह पहले से निर्धारित नीचे से 18 मिमी के स्तर तक होगा।
आधार के लिए सेटिंग्स अब सेट कर दी गई हैं; ठीक click क्लिक करें इस प्रक्रिया के लिए सेटिंग्स को बचाने के लिए। समान टैब पर जाकर और परत पर शेल बदलकर शीर्ष भाग के लिए दूसरी प्रक्रिया बनाएं टैब टू 2, Infill 10% तक, और उन्नत . पर 18 मिमी से ऊपर तक प्रिंट करने के लिए क्षेत्र टैब। ठीक . क्लिक करना सुनिश्चित करें दूसरी प्रक्रिया के लिए सेटिंग्स को सहेजने के लिए।
प्रिंट करने का समय:उन्नत स्लाइसिंग सेटिंग
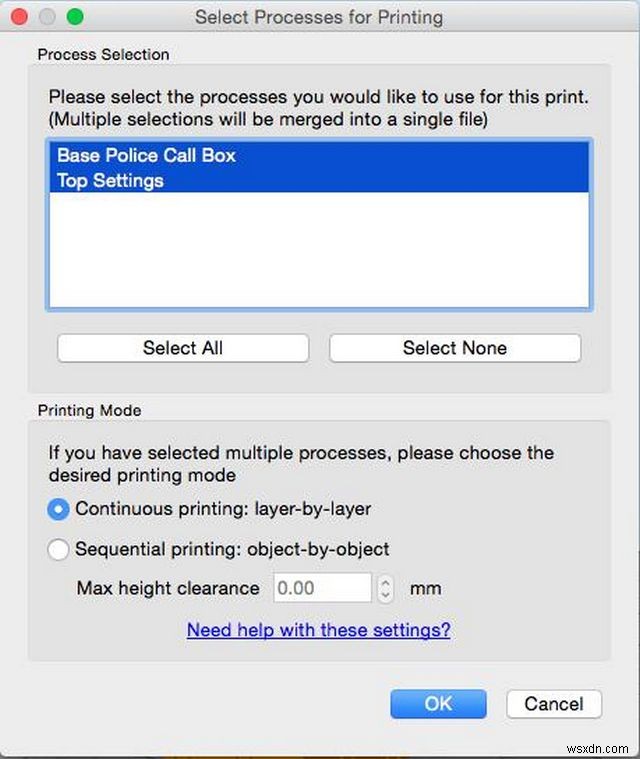
एक बार दोनों प्रक्रिया बन जाने के बाद मॉडल को प्रिंट करने का समय आ गया है। क्लिक करें प्रिंट करने के लिए तैयार करें और जब मुद्रण के लिए प्रक्रिया चुनें विंडो प्रकट होती है दोनों कॉन्फ़िगरेशन का उपयोग करने के लिए सभी का चयन करें।
यह देखने के लिए पूर्वावलोकन प्रिंट चलाना हमेशा एक अच्छा विचार है कि वास्तव में प्रिंट समय और सामग्री करने से पहले मॉडल कैसा दिखेगा। उपरोक्त स्क्रीन कैप्चर वीडियो दिखाता है कि पुलिस कॉल बॉक्स कैसे मुद्रित किया जाएगा, जिसमें क्षेत्रों में अंतर शामिल है।
कई, कई अन्य विशेषताएं हैं जिन्हें एक व्यक्तिगत प्रिंट के लिए संशोधित किया जा सकता है और यह बहुत सोच और सिर खुजलाना, परीक्षण और त्रुटि, और सही प्रिंट बनने तक विफल प्रिंट है। लेकिन दृढ़ता, योजना, अच्छी डिज़ाइन, जाली की मरम्मत, और कस्टम प्रिंट कॉन्फ़िगरेशन के साथ FDM/FFF प्रिंटर बहुत सारी अच्छी चीज़ें प्रिंट करने में सक्षम हैं!
इस विस्तृत स्लाइसिंग और 3डी प्रिंटिंग ट्यूटोरियल के लिए कैटज़पॉ इनोवेशन में शेरी जॉनसन और योलान्डा हेस को धन्यवाद।